
How Plastigauge Works
Plastigauge provides a simple and effective method for the measurement of clearance (separation) between fitted or hidden surfaces. It is particularly useful for measuring clearances in split bearings, or in situations where a feeler gauge cannot be inserted.
Use the calibrated gauge card supplied and read off the clearance
Using Plastigauge
Firstly, the surfaces between which measurement is to be made are separated.
Position the Plastigauge strip. We recommend that the strip is adhered with a smear of mineral grease and a small quantity of silicone release agent applied to the other surface.
Once Plastigauge has been inserted the surfaces are returned to their standard position.
The surfaces are then re-opened to reveal the Plastigauge which will have spread across the surface as a stripe or band.
Match the width of the Plastigauge stripe against the calibrated gauge card supplied and read off the clearance.
Plastigauge is simple to use and instructions are provided.
Applications
Plastigauge is highly effective for measuring the clearance in large bearings which include Marine Drive Shaft bearings, Turbine housing bearings, Pump and Pressure System bearings.
Flatness and clearance in pipe-flanges and cylinder heads are readily checked and measured with standard Plastigauge.
It is recommended that the surfaces be separated by a ground spacing washer or shim of (typically) 0.002". Plastigauge is positioned in those regions where distortion is suspected and any variations of flatness will be shown, after the assembly is dismantled, by variations in the width of the compressed Plastigauge strip.
For large bearings, multiple measurements are recommended by inserting two or more gauges around the bearing.
Plastigauge is particularly effective for the measurement of separation in moulding tools, and wherever it is required to determine the separation between hidden surfaces.
Unlike Feeler gauges, Plastigauge is able to take clearance measurements in spots that can't be reached after the part is assembled.
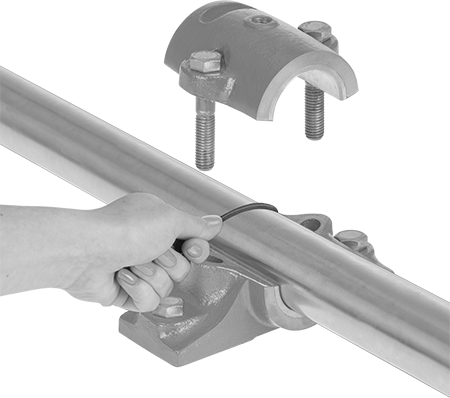
Fig. 1 Position Plastigauge strip
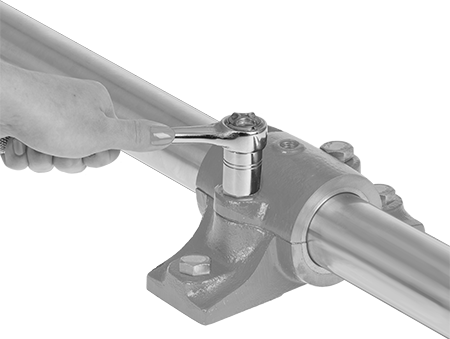
Fig. 2 Reassemble / compress components
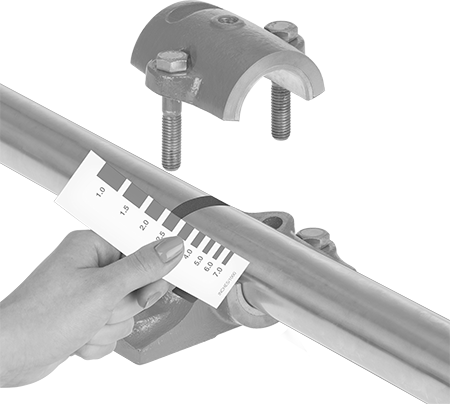
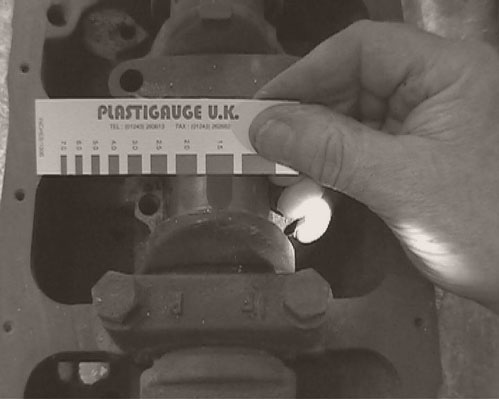
Fig. 3 Read off clearance using calibrated card
Automotive Bearings
Perhaps the most widely used application of Plastigauge is in the measurement of clearance in plain automotive bearings.
Firstly, remove the engine sump cover to reveal the big-end and its retaining set screws. Remove surplus oil and release the big-end shells by unscrewing the set screws.
Wipe clean the exposed surface of the journal and shell (see fig. 1). Apply a smear of grease to the journal and squeeze a small quantity of silicone release agent on to the shell.
Trim a length of Plastigauge to fit across the journal using the grease to hold it in place (see fig. 2). Replace the shell and tighten the retaining set screws to the manufacturer's recommended torque setting without rotating the journal.
Now remove the shell once again by unscrewing the set screws to reveal the Plastigauge which will have been spread across the bearing surface as a stripe or band (see fig. 3). Match the width of the Plastigauge stripe against the calibrated gauge card supplied and read off the clearance (see fig. 4).
Ideally you should remove the Plastigauge stripe with a clean oily cloth or industrial de-greasing solvent, but users may be assured that any Plastigauge left behind is oil soluble and is unlikely to cause harm to oil-lubricated metal compounds.
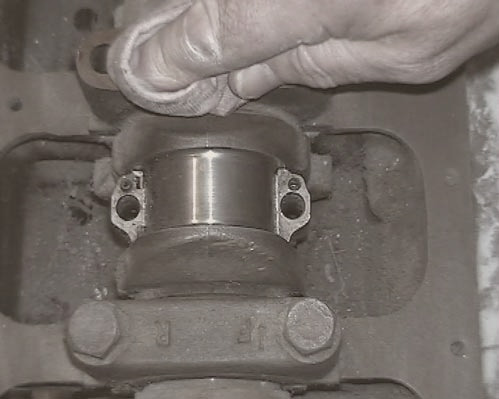
Fig. 1 It is recommended that surfaces be clean prior to use of Plastigauge
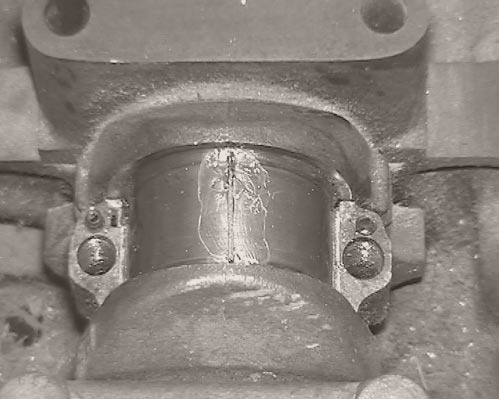
Fig. 2 Plastigauge placed across the bearing surface
![]()
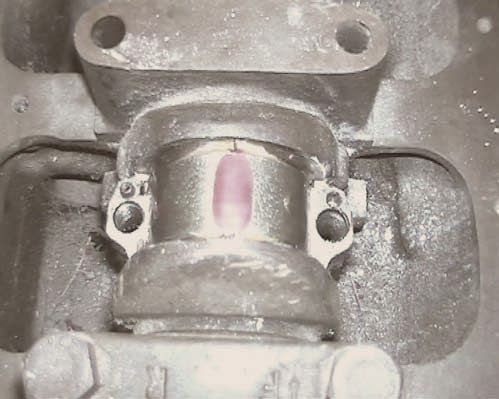
Fig. 3 Compressed Plastigauge ready for measurement.
Fig. 4 De-formed Plastigauge compared with calibrated scale.
![]()
Further Information
Suitable for use at temperatures between 0°C and 35°C
The substances used in preparation of this product are not classified as hazardous according to Directive 67/548/EC.
Precautions for safe handling: Avoid eye contact. Do not ingest. Wash hands with soap and water immediately after use. The product will stain fabrics and it is therefore recommended that protective clothing is used when handling Plastigauge.
Storage conditions: Store in a cool, dry place below 35°C. Shelf-life: 3 years.
Plastigauge is manufactured in the United Kingdom.
Plastigauge ® is a Registered Trademark (UK: 2448847, EU: 011176039).